 大鉄精工 ブログ
大鉄精工 ブログ
久々に加工物の話題。
今回は鋳物、FCD450完全に試作です。
外径φ330、丈が111、内径φ215 H5~H6程度の交差です。
弊社と長くお付き合いして頂いているお客様からのご依頼。大きなメーカーで、とても長い歴史があり国内でも有数の技術力を持ったメーカーです。
自社にも大きな工場があって、そこで加工も行われていますが、その内容が凄くアナログ。
いや悪い意味で書いてる訳では無いです。メーカーの工場でこれほどアナログな工程を行っている会社って中々無いと思います。
ケガキからのトースカン使って位置出してラジアルで穴あけとか。手砥ぎのヘールバイトをシェーパー(セーパー)に付けて加工等々...今の我々の業界では「ん?何言ってるの?」となる人の方が多い様な作業を大きなメーカーが自社の工場で行っていると言うのは個人的に「凄いな」と思います。
弊社はその一部分をお手伝いさせて頂いている訳ですが、今回は違う部署からのお声がかりです。
「最重要部品の中でも一番難しいと思う部品なので、試作をしてみて欲しい」との事でした。
試金石ですね。これは燃えます。当然挑戦させてもらいました。
鋳物加工と言うと型から鋳造して、ほぼ形になっている物を加工して完成させる。
一見簡単そうですが、心が出し難かったり、抜きテーパーが付いていて把握方法が難しかったり等、クセのある加工です。その心出しや把握、位置決めの方法は昔ながらのテクニックが必要になってくる場合が多いです。
鋳造品は大抵の場合、機械加工では難しい位置に穴が開いていたり、空洞になっていたりします。現代で言うと3Dプリンター使用した形状と言う感じでしょうか。
今回も元から空いている空洞に向かって穴を開けて繋いだり、空洞になっている箇所へ溝深さ20㎜以上掘り込んで繋げたりと、中々考えさせられました。
そして鋳物と言うと寸法変化。これを考慮して無いと後で如何し様も無くなります。
真円度が0.01の部分が数か所あるので、これは...と思ってましたが、ご担当者様が熟知されていて既に処理済の材料でした。(この辺も流石だなと思います)
寸法の取り合いに気を付けて、元からある切欠きや穴からズレ無い様に考慮しつつ進めて完成。
真円度の他に同軸が0.01の箇所もあるので3次元で計測。
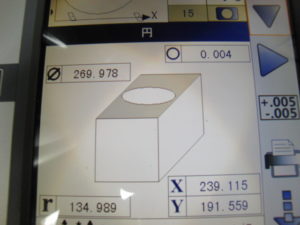
双方OKですね。
寸法精度は置いといて、同軸や真円度が問題無かったのが良かったです。当然寸法も入って無いとダメですが、同軸、真円等が出ていると言う事は加工方法や工程は間違ってなかったと言う事になりますからね。
まぁ処理がきちんと出来ていれば後は寸法精度のみに気を配れば良いので意外とこの辺は楽でした。
やっぱり鋳物は材料寸を見てからの寸法の取り合いに気を使います。
頭から打ち合わせに参加させてもらっていれば、どちらをどれだけ削るか?が解るので楽なんですけどね。
鋳物は、替えが利かない溶接も出来ない正しく一発勝負。
久々に痺れる仕事でした。ありがとうございました!




