 大鉄精工 ブログ
大鉄精工 ブログ
旋盤加工と言うと丸形状が思い浮かびますよね。
以前鋳物の加工について書いた事がありました。丸に近い形状なら咥える箇所を考えて普通に加工も出来ますが、どう心をだすか?精度が厳しい場合はバランスを考慮しなければ簡単に歪になって交差を外れる事にもなります。
この異型の加工をモノにすると旋盤の可能性は大きく広がります。
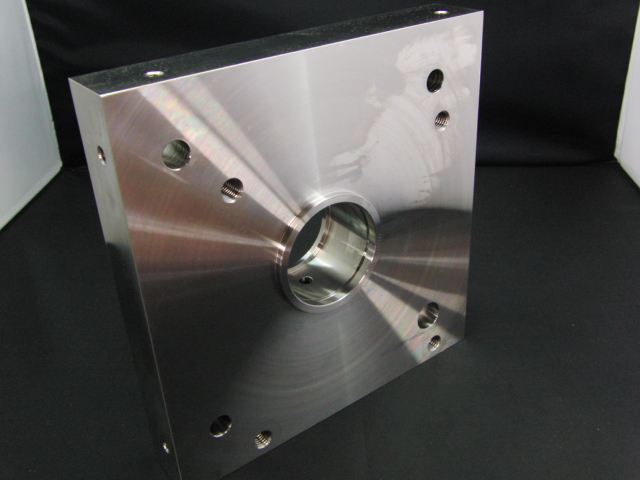
ただの四角からの加工なら問題無く加工可能です。
今は板メインの材料屋さんは両頭フライスを持っているのが普通なので、6面フライス(通称6F)は材料屋さんにお願いした方が精度も良いし、価格も安い物が手に入ります。
四角の場合、単動4爪のチャックを用いる事がすぐに思い浮かびますが数が3個以上だったら生爪整形した方が早い場合もあります。(3爪)
中心からズレている所謂、偏心穴加工もその形状に爪を整形すれば良いだけ。面倒な偏心加工も精度によりますが、±0.1程度の交差なら意外とあっけなく出来ちゃいます。
正立方体の中心に穴加工であれば仕上がり寸法に6Fした材料からの加工が断然楽です。爪を整形すれば各面加工出来ますし、中心穴加工ならスクロール4爪も良いですよね。
ドリルの傷が付く事を懸念される方がいらっしゃいますが、よほどの面粗度でも無い限り問題無いです。
万が一、切粉の傷が付いたとしても旋盤で把握しているのでペーパー等ですぐに落とせます。加工物にもよりますがドリルの切粉で0.1mm以上深く傷が入る事は殆ど無いですし、大体最初から傷が付かないように加工すれば良いだけでの事です。傷に関しては付かないように加工するのが基本です。(後はコストとの相談)
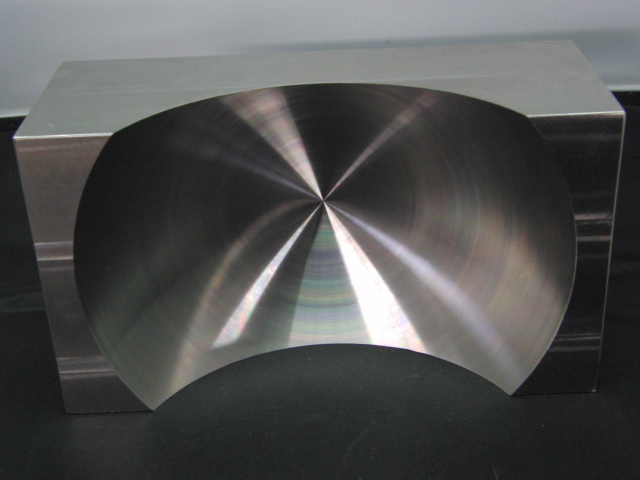
これも旋削ですし(SUS304)
これも旋削です。(SUS316L)
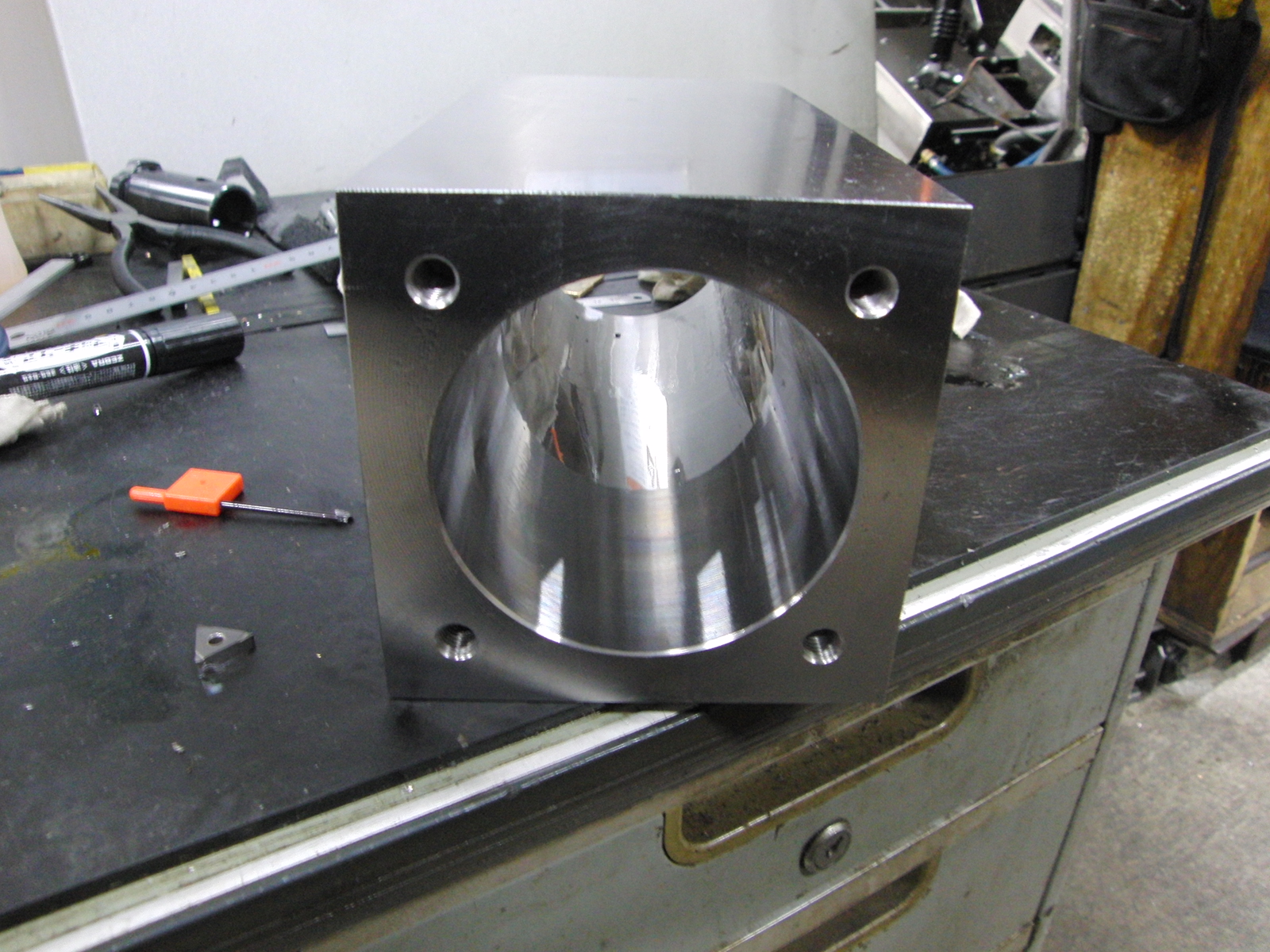
これは複合旋盤で面は6Fのままです。(S45C)ドリルの切粉傷付いてないでしょ?
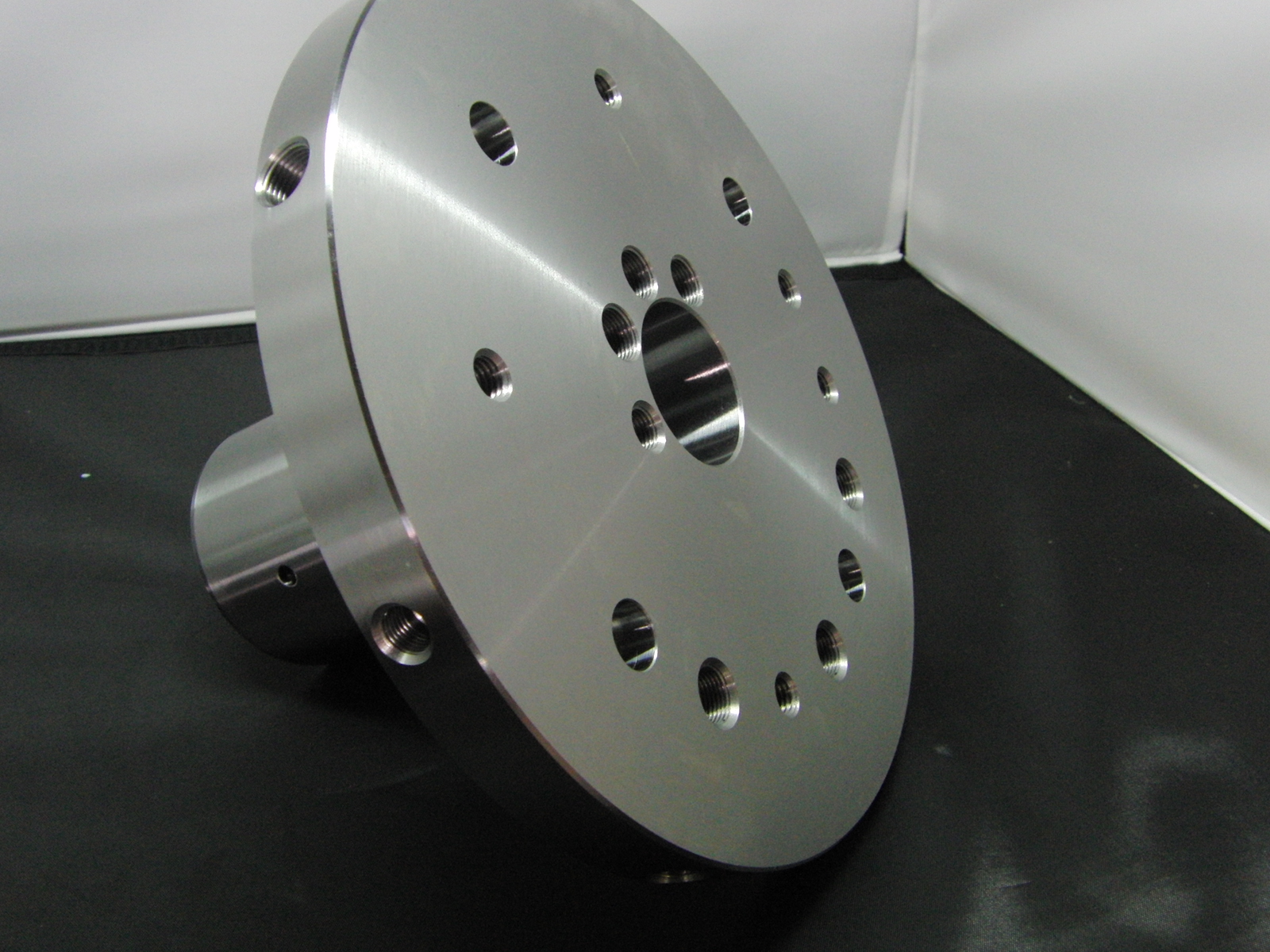
これは角では無いですが、旋削の後にMC仕上げ。切粉傷付いてません。(S45C)

これも旋削後MC加工です。薄っすらと切粉が擦った傷が付いてます。
この程度だったら旋盤に乗せて軽くスコッチかければ消えます。(ハステロイC276)
傷を嫌がるのも理解できますが、下手に2mmも3mmも取り代付ければ折角各面の精度がしっかり出ている6Fなのにわざわざ崩す事になり本末転倒ですし、立方体の場合一度爪を作れば同じ段取りで加工出来るのに、これも取り代が付いていては何度も段取りを作り変える必要が出てしまいます。多少加工が解る人なら、ちょっと考えれば解る事です。
あまり加工解らない人に説明するのは全然良いんです。きちんと聞いてくれれば解るように頑張って説明します。ですが、その説明する相手が加工を解っていると思い込んでいると大変です...
ましてやRa3.2。仕上がり寸法で問題無いよ( ´Д`)=3 フゥ。
今日は疲れちゃいました。最後に愚痴ですいません。





2 comments to this article
テクノ太郎
on 2021年4月17日 at 6:36 PM -
お疲れ様です。今年からブログ再開です。当社も変な形の加工、難削材、短納期が多くて精神的に疲れますが、お互い頑張りましょう。陰ながら応援しております(^^)y
daitetsuseikou
on 2021年4月18日 at 1:33 PM -
お久しぶりです。
最近如何ですか?数量が少なく、手間のかかる仕事は切れませんね。
中々上向いて来ませんが、今は準備期間と思って日々過ごしてます。
拡張も一段落したんで、近くに来たら寄って下さい。