 大鉄精工 ブログ
大鉄精工 ブログ
測定器具、測定方法。
今は三次元測定機があって、これで計測すれば万国共通の値が出る...と思われていますが、そんな事は無いです。
加工に携わってる人であればあるほど解ってくれると思いますが、三次元測定機が万能と思っている方は多いです。
確かに限りなく基準に近い値が出る機械もあります。ですがそうじゃない機械もあります。お金をかければ高性能の機械で測定も可能ですが使いこなすには、それなりの「技術力が求められれます。」
計測にお金をかける事も可能ですが、製品単価に跳ねるので悩ましい所です。(数が少ないと特に)
そこで大事になってくるのはマイクロ等の測定器を使用した人による測定。(結局測定でもここに行き着きますね)
大きい径や浅い穴径(凸径)等の測定は測定力の差が出る所です。
深さや端面溝の計測、平行度、平面度、同軸度、真円度、面粗度...
これら全てをワンタッチで高精度測定(ミクロン単位)が出来る機械は500万程度では買えないですし、まだ出て無いと思います。
(近年キーエンスの精度が上がってると良く耳にしますが、ゼロからワンタッチで誰でも出来る訳では無いです)
幾何公差の中でもうちは旋削が多いので特に真円度、同軸度辺りはこだわり持って測定しています。
真円度。通常の3つ爪で加工すると多かれ少なかれ3角に近い歪が出ます。これを正確に測定するには三点で測定する必要があります。
二点で当たる測定器、シリンダーゲージや内径のキャリパーマイクロ(ミツトヨで言う所のIMP)では歪は見れない。
三点マイクロは安定性も高いし測定し易い。一度使うとその使いやすさから「万能」と思えてしまいますが、これを見て下さい。
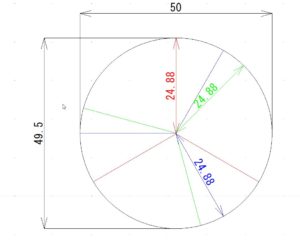
これは楕円の歪。0.5の歪と言うとかなり変形してる事になりますが、三点で測定すると測定値は同じになってしまいます。(三点マイクロの中心が品物の中心からズレる)
楕円の歪は治具等を使って加工する時等に現れます。良く薄物は端面で挟み込むとか言うでしょ?確かにとても有効ですが、その端面の平面度が出てないと歪みますし、治具によってはアンバランスが発生して歪む場合もあります。
この場合は前述の二点で当たる測定器が有効です。
楕円の歪は三点では捉えられず、三角気味の歪は二点で捉えられない。
これを回避するには加工方法から歪の形状を推察し、それにあった測定器具を使用する事と可能な限り二通りの測定方法を取る事が大事です。
(溶接による入熱等、局所的に歪になってしまった物の測定は別)
三次元測定機はプローブの長さ等から意外と測定出来る形状が限定されてしまう等の短所がありますが、前述してきた事を踏まえた上で測定器による測定と組み合わせるとかなり確度の高い測定が可能になります。
ですが、双方使っての測定は時間もかかるし双方を使いこなす「技術力」も必要です。
冒頭書いた通り測定の分野は価格に反映させるのは難しい分野ですが、昨今の寸法精度に対しての要求の高さを思うともう少し広く知っていただきたい分野でもありますね。




