





大鉄精工は2012年2月の設立以来、一貫して難易度の高い加工に挑んできました。
高い精度の求められる部品類の他、独自の治具を用いて行う薄物、異形物の加工など、単品はもちろん、100個程度までの少ロット加工まで、小さな工場ならではの柔軟な対応でお引き受けしております。今まで、医療、自動車、潜水艦などの特殊船舶、航空宇宙分野の他、対応した分野は多岐に渡り、多くのお客様から信頼を得てきました。
加工例:

|

|
|
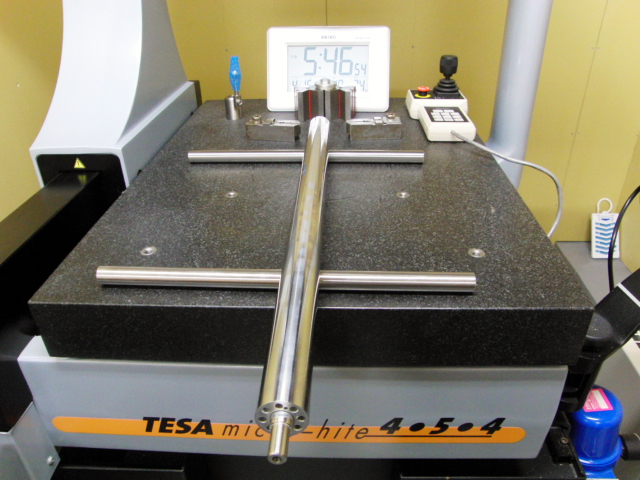
対応可能な金属は、鉄、アルミ、真鍮、銅、ステンレスなどの一般材をはじめ、チタン、ハステロイ、スーパーステンレス、インコネルなどの難削材まで、幅広く対応しています。また、当社は小規模な工場ではありますが、自社で三次元測定器や表面粗さ測定器を保有し、厳密な精度管理を行いながら加工を行っています。高周波焼き入れ、研磨仕上げ、セラミック溶射、メテコ16C溶射、メッキ等を一貫して対応できる体制も、協力会社と共に作り上げてきました。
ジョイント(真鍮 C3604)
ベアリングジョイントであるため、接触部の精度が出しが厳しい。 また、中心部が外径33、内径8、深さ55で交差が±0.05となるため 通常工具では切削が難しい。大鉄精工では特殊工具により加工して いるため、深溝加工での精度出しも問題無く加工できる。 一品からでも加工致しますので、お問い合わせください。

螺旋R溝付きブッシュ(リン青銅鋳物 PBC3)
内径φ125幅295で±0.02の交差、外径φ147幅393で±0.005の交差 内径にR10、ピッチ60、深さ220の油溝加工
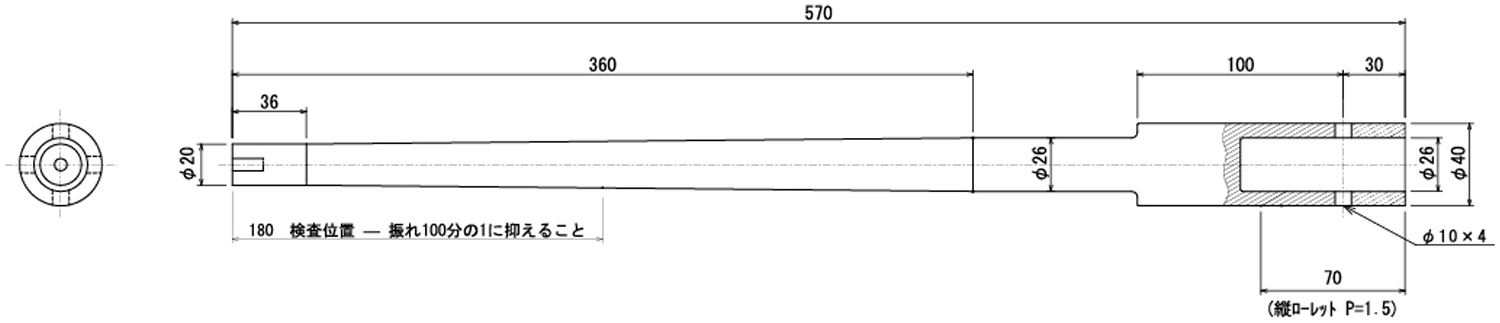
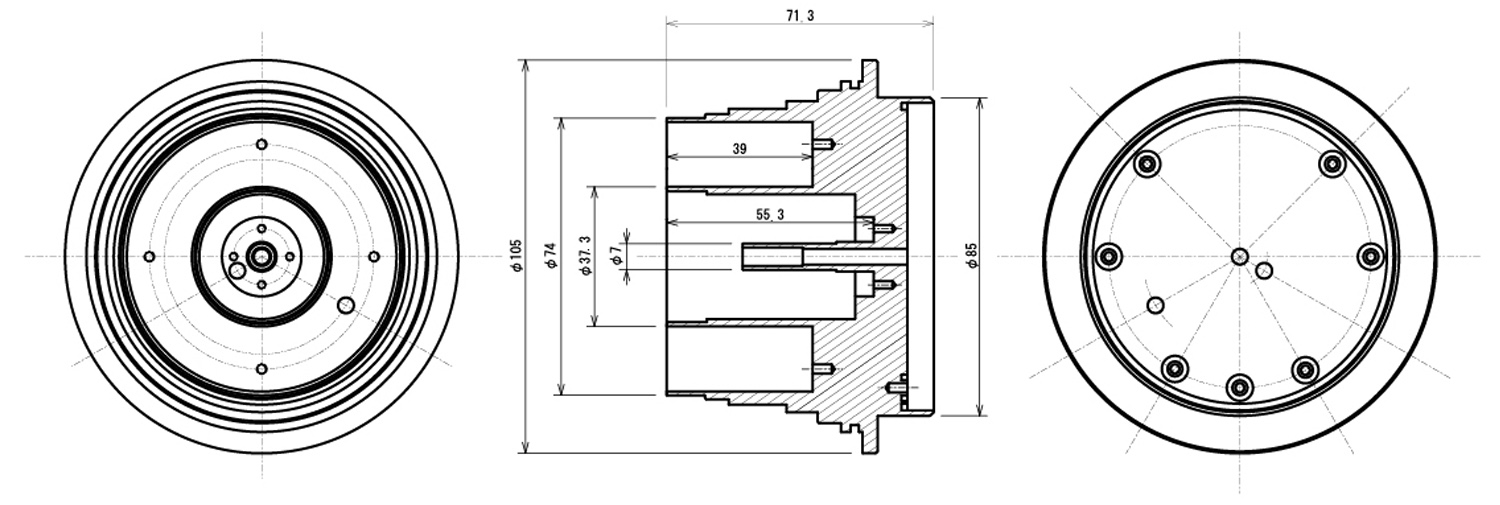
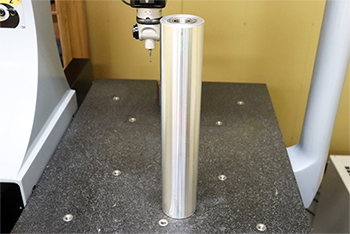
高速撹拌棒(ステンレス SUS316)
片持ちで10,000rpmで高速回転する撹拌棒。 高速で回転するため、芯振れが0.01以内の必要がある。 SUS316、全長570、先端φ20からφ26テーパー部長さ360と長いため 加工精度を出すのが非常に難しい。
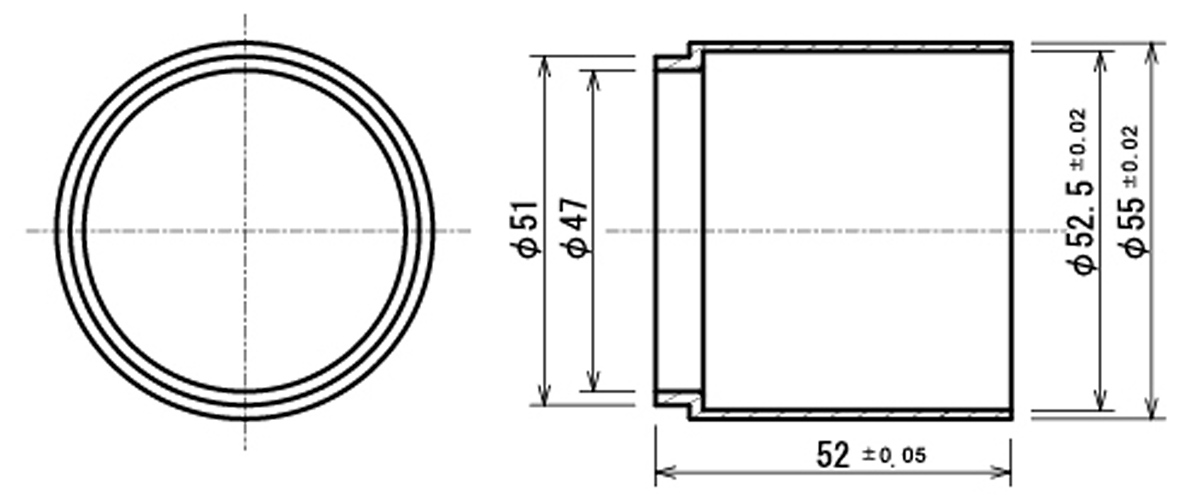
カバー(2種チタン TB340)
難削材であるチタンの薄物加工。 外径φ55、内径φ52.5で交差は±0.05.薄物の切削加工は変形する可能性が 高いため、高度な技術を必要とする

例えば、シャフトスリーブ、ロール製品の製作であれば、高精度の旋盤加工と精度管理により、内外径の公差、振れ精度、真円度、同軸度、円筒度などを高い次元でクリアーできます。更に、お客様からの耐摩耗性への要求に対応する処理工程も、当社で一元管理して対応できます。また、専門工場では割高になってしまう、1m未満の短いロール製品においても、同様に加工から処理まで当社で対応できますので、コストや納期などと合わせてご相談いただければ柔軟に対応いたします。

温度管理した測定室内で適切なマイクロ測定器等を用いて測定しています。定期的に埼玉県産業技術センターの測定器をお借りし、真円度、円筒度、平面度等の幾何公差を測定し、品質を維持しています。
製造数量に関しても、単品から100個程度の少ロット加工まで、お客様の要望に合わせて対応いたします。何千個もラインを組んで量産をする段階ではないが、精度も管理した状態で数十個の試作製作を行いたい。少量多品種生産を行っていきたいが、自社の装置では小回りが利かず対応ができない部品がある。市場テストとして、まずは100台ほど組んで販売したいので、そのための専用の部品が欲しい。そのような小さな相談にも、当社は細かく対応することが可能です。

また、他社に断られてしまったような異形物の精密旋盤加工も、一度当社にご相談ください。当社は、試作対応、研究開発向けの特殊装置等、複雑な異形物の加工の経験を多く持ちます。伝統的な汎用技術を最新機器に応用し、独自の治具制作のノウハウにより、加工可能な方法を検討します。


ミクロンレベルの精度を削りのみで対応できることが弊社の大きな特長です。これにより研磨・研削の工程を一つ飛ばすことができるので、超短納期対応とコスト減など様々なメリットが生じます。
また特殊な形状の加工も得意としており、特に薄い形状のものを歪み無く、精度を寸法精度を保った上で加工するのが得意です。
他社でもホームページ上でミクロンレベルの仕事ができると謳っている会社は多いですが、そのような会社から断られた、という理由で当社に仕事が回ってくることが多くあります。他社で断られた方でも気軽にご相談下さい。

短納期対応につきましては、時間が無いが故にお客様の勘所等が掴めていないと後々のトラブルの原因になりかねません。結局通常納期以上の時間がかかってしまったという経験が少なからずありますしお客様の側にもあるかと思います。よって短納期対応につきましてはある程度信頼関係が構築されたお客様に対して行わせていただきます。ですがそれに見合うだけの結果を残せていると思っております。溶射研磨等の二次加工が無ければ最短で翌日。一般的な鋼材は弊社にも多少在庫してありますので、在庫材で対応出来れば即日発送もしくはお引取り、近場であれば配達も即日の内に行います。また二次加工品についても日頃から協力会社との関係を築いておりますので通常では不可能な納期で行う事も可能です。大切なのは品質とお互いの関係だと思っております。
見積り依頼はこちらからお願いしますまずは一度ご相談ください。その加工、精密金属旋盤加工を得意とする大鉄精工が可能にします。
![]()