





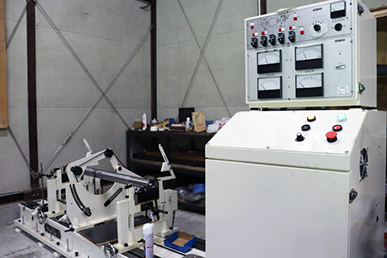
大鉄精工では品質の良いものを提供するために、温度管理した測定室内で適切なマイクロ測定器等を用いて測定しています。定期的に埼玉県産業技術センターの測定器をお借りし、真円度、円筒度、平面度等の幾何公差を測定し、品質を維持しています。
| 測定工具 | ||
|---|---|---|
| 三次元測定機 | TESA Micro-Hite 3D | |
| 表面粗さ測定器 | ミツトヨ SJ-310 | |
| 各種測定機 | ||
| 外径測定 | ミツトヨ製 OM25~OM950 | |
| マイクロスタンド | MS-M,MS-L | |
| 内径測定 | ミツトヨ製 HT-8R~HT-300R IM-75~IM-900 IMP-30~IMP-500 シリンダーゲージ φ10~φ800 各種セットリング φ10~φ300 |
|
| シリンダーゲージゼロチェッカ | CCG-400 | |
| マイクロチェッカ | CI-600C | |
| ダイナミックバランス測定機 | AKASHI製 FH-417G(A) 軸径φ10~φ120 軸受間隔 1,800 | |

検査室内の測定機は年に一度校正をしています。
セラミックゲージブロック、三次元測定機は二年に一度の校正。
月に一度、社内で使用する測定機(検査室、現場)を上記ゲージブロックで社内校正しております。
また経験年数三年程度の社員にミツトヨの講習を受けさせて計測力の向上に努めております。

SUS316 φ20~φ50 全長530 両端と中央で測定しました。実際の使用環境は垂直に取り付けられたモーターの回転軸にφ50側を取り付けて5,000rpm程度の回転数で使用します。最大でも20μ以下に抑えないと回転数が上がっていく途中で暴れて壊れるのでNGです。
動力機と装置等を繋げる役目のカップリング。組み付けにも技術が求められますが、カップリング自体の精度が出ていなければ話しになりません。
外径超硬溶射のリングです。
大きさの割に薄肉で内外径の同軸、真円度0.01以下と中々厳しい交差ですが、クリアしました。


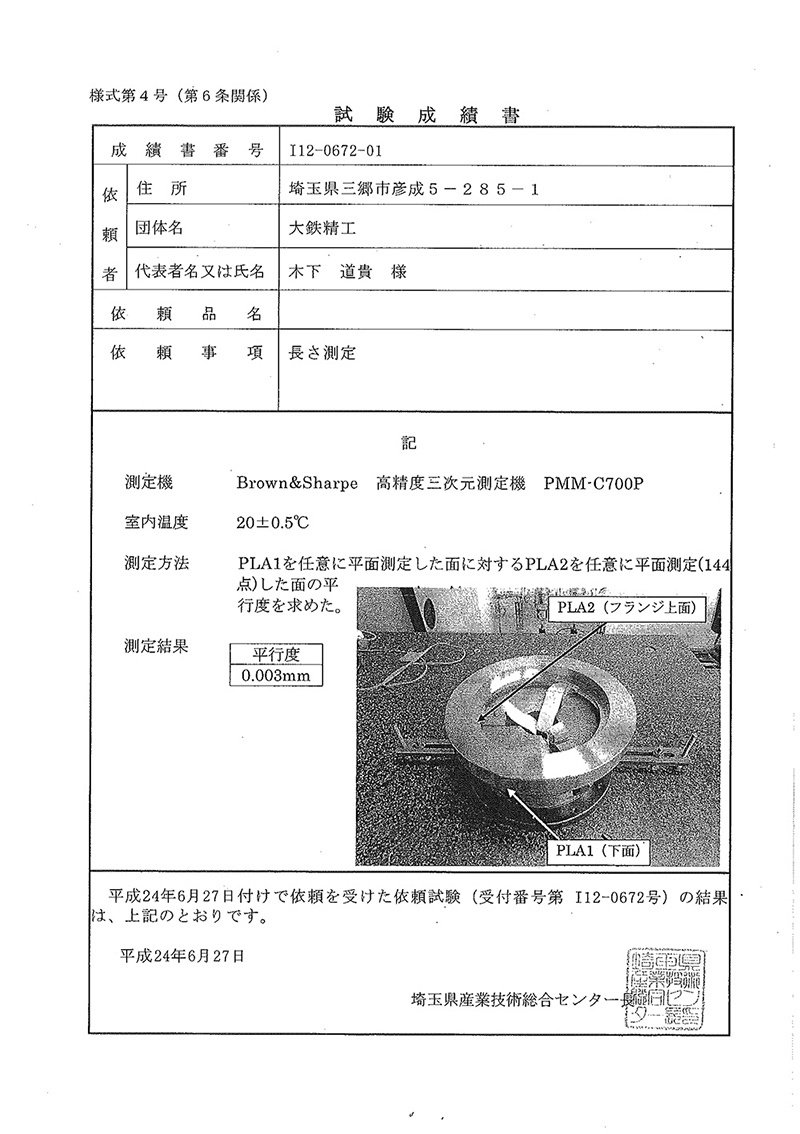
測定結果 平行度 0.003mm
測定機 Brown&Sharpe 高精度三次元測定機 PMM-C700P
測定条件
室温 20±0.5℃
測定方法 上面を任意に平面測定した面に対する下面を任意に144点平面測定した面の平行度を測定
測定結果:PDF

測定結果
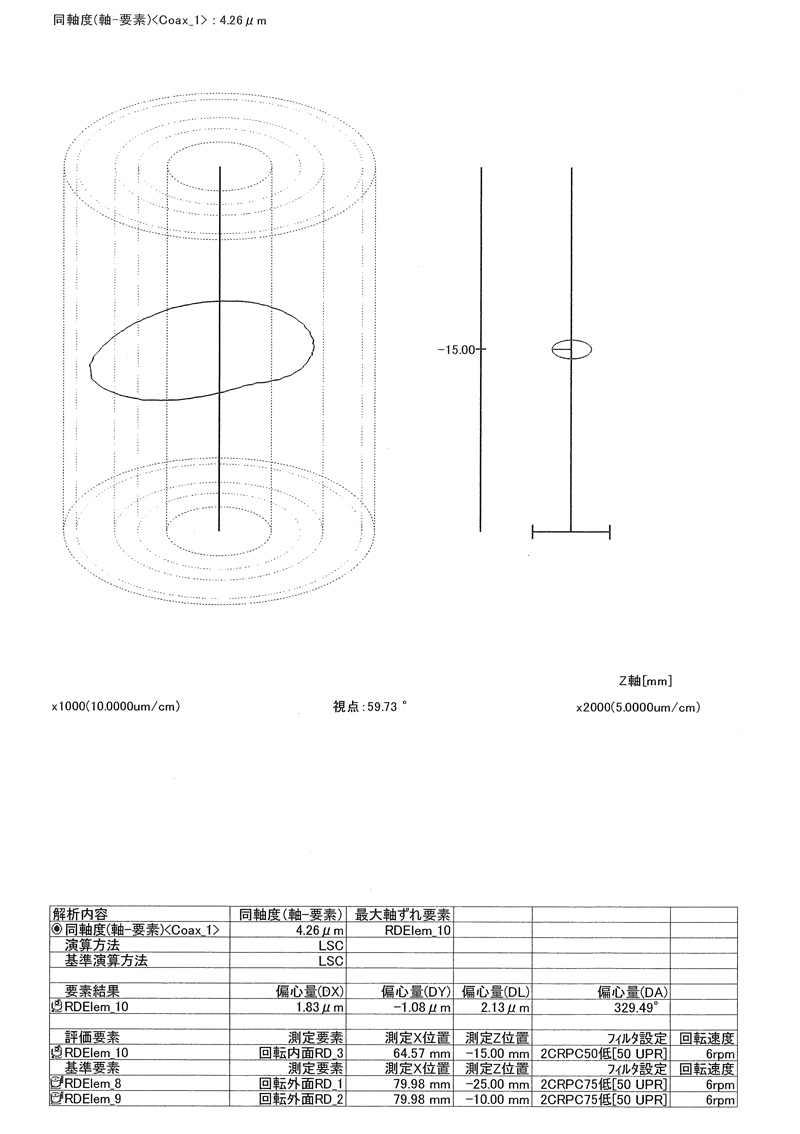
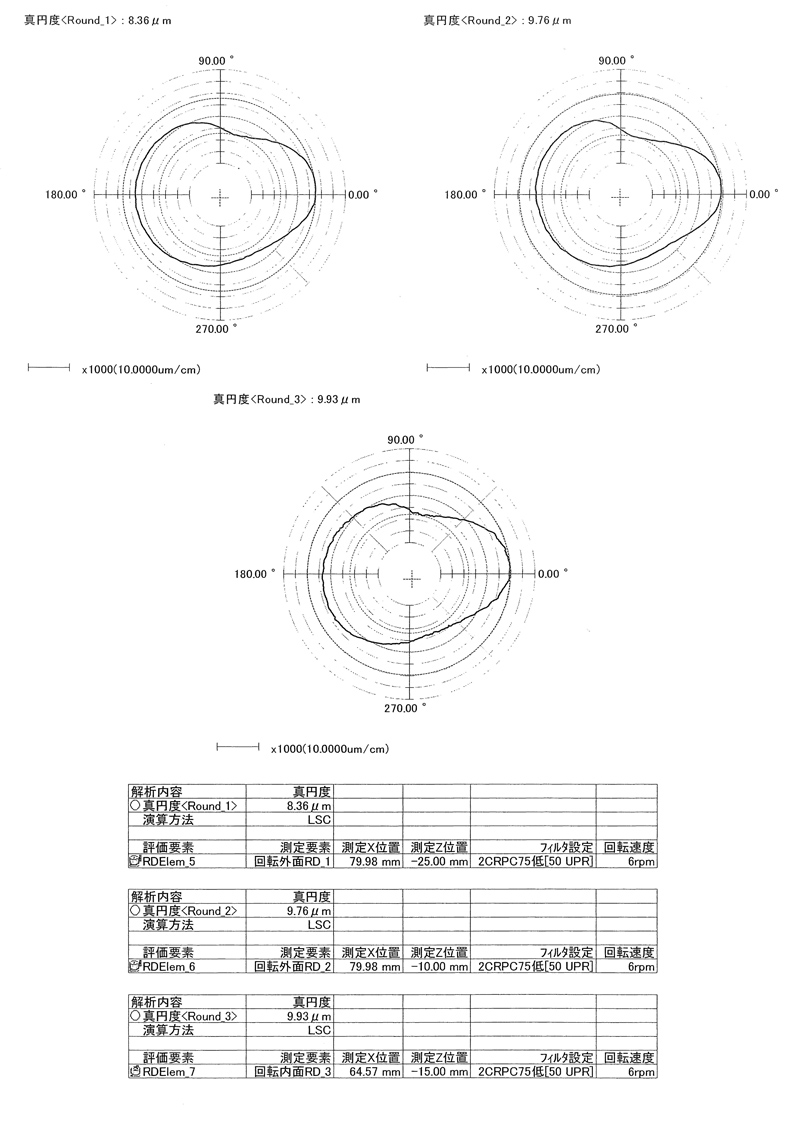
真円度 上 8.36μm
中 9.76μm
下 9.93μm
同軸度 4.26μm

測定機 ミツトヨ 真円度測定機 RA-H5100AH
測定条件
室温 20±1℃
測定方法 上面を目視でZ=0に設定し、外形側Z=-10,-25mmの断面で「心だし、水平だし」を行い、それぞれの断面(内外径)の真円度と同軸度を測定
測定結果:PDF

測定結果
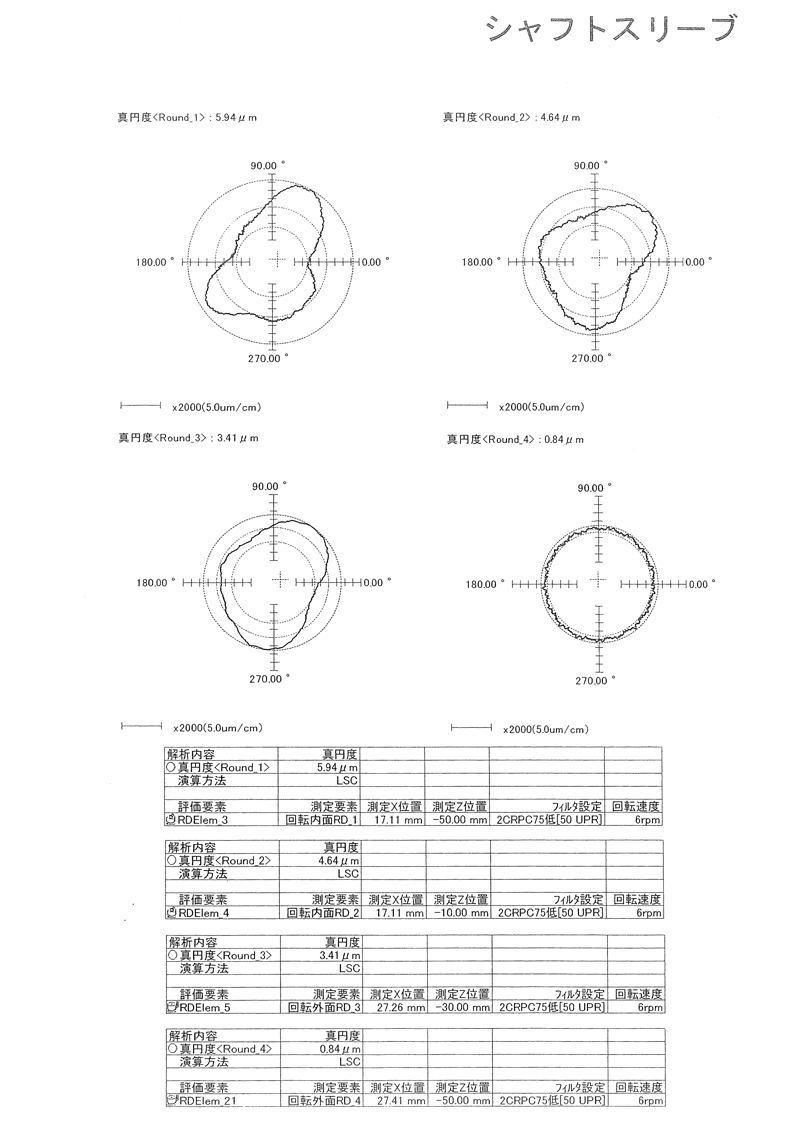
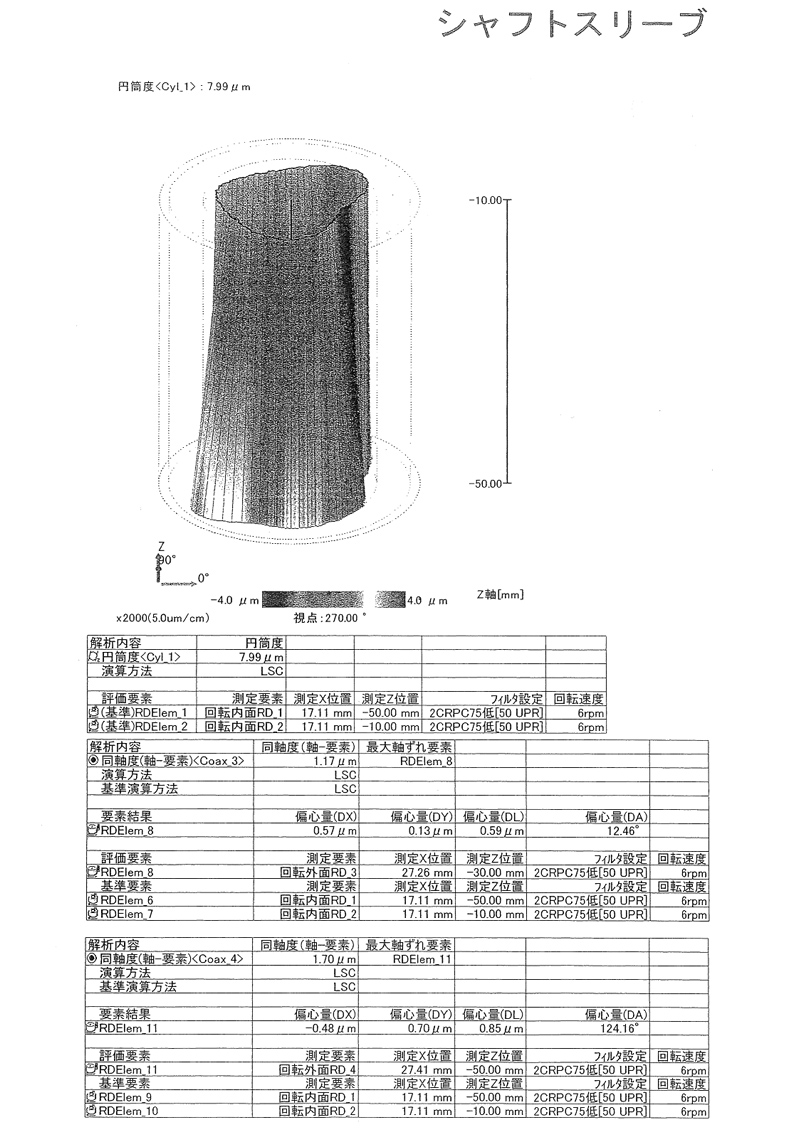
シャフトスリーブ
同軸度 7.99μm
真円度 上 5.94μm
中上 4.64μm
中下 3.41μm
下 0.84μm
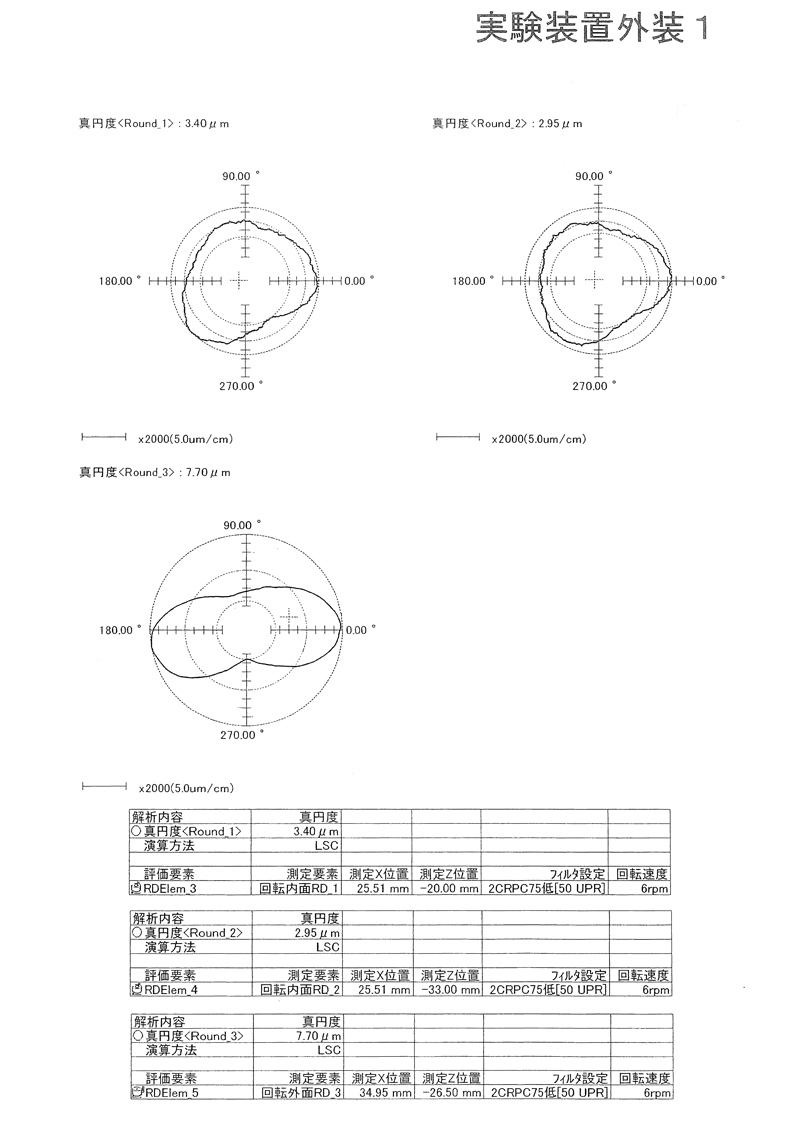
実験装置外装
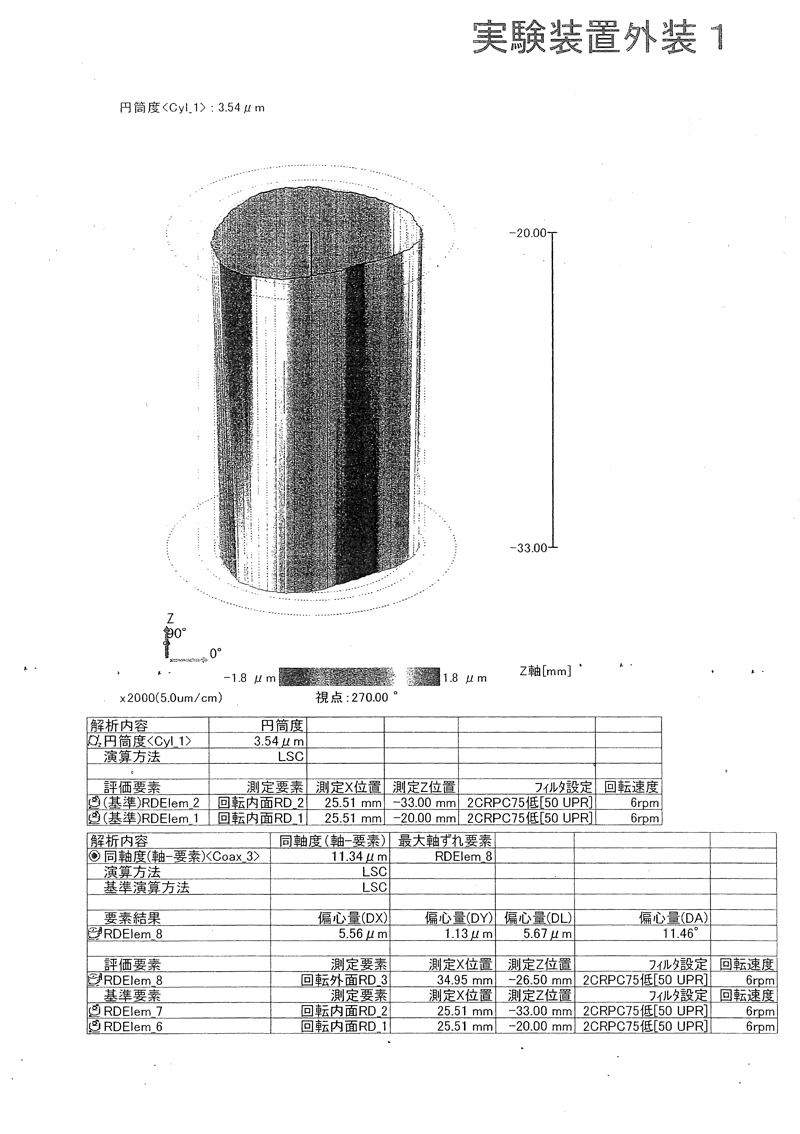
同軸度 3.54μm
真円度 上 3.40μm
中 2.95μm
下 7.70μm
測定機 ミツトヨ 真円度測定機 RA-H5100AH
測定条件
室温 20±1℃
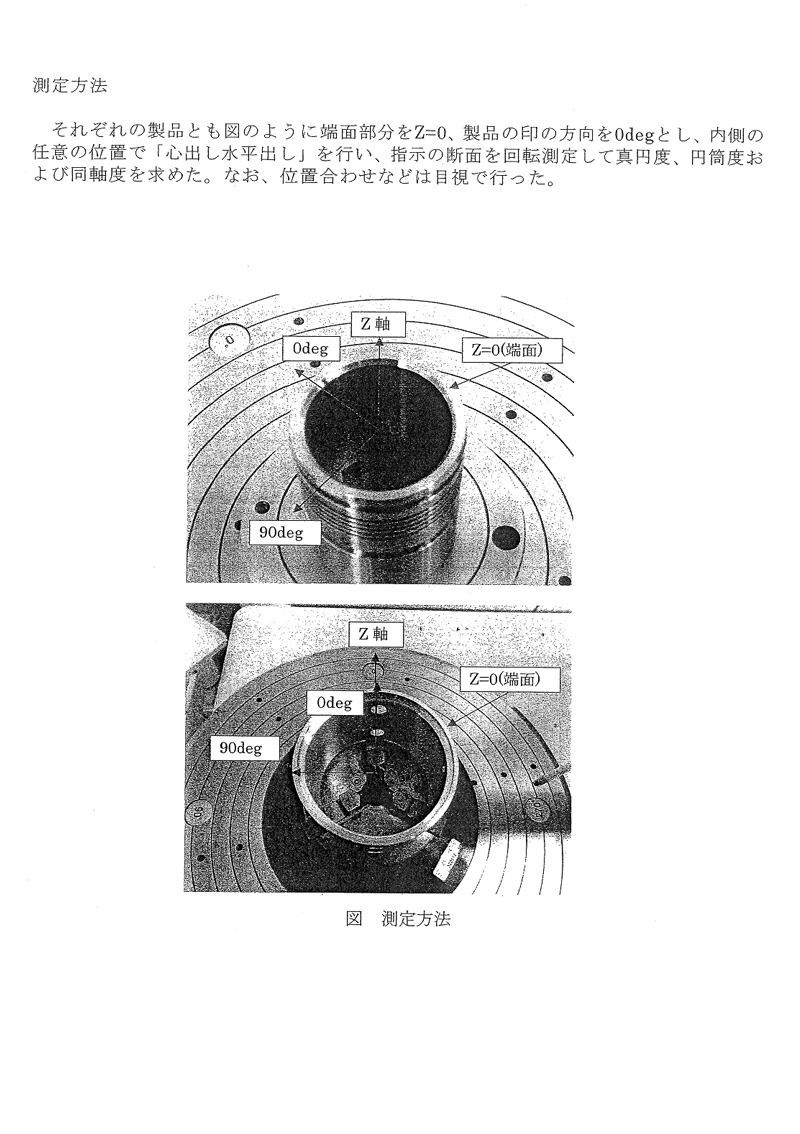
それぞれの製品とも端面部分をZ=0、任意の方向を0度とし、内側の任意の位置で「心だし、水平だし」を行い、指示の断面を回転測定して、真円度、円筒度を測定。
見積り依頼はこちらからお願いします
![]()