




大鉄精工では、ミクロン単位の寸法精度を削りのみで実現します。
これにより研磨・研削の工程を一つ飛ばし納期とコストに大きなメリットを出すことが出来ます。
また、独自の治具を駆使し加工が難しいと言われる薄物や異形状のものを歪み無く、
寸法精度を保って加工できるのが大きな特長です。
数量としては、単品から100個程度の中ロット品まで対応しております。
| 材質 | A5052 |
|---|---|
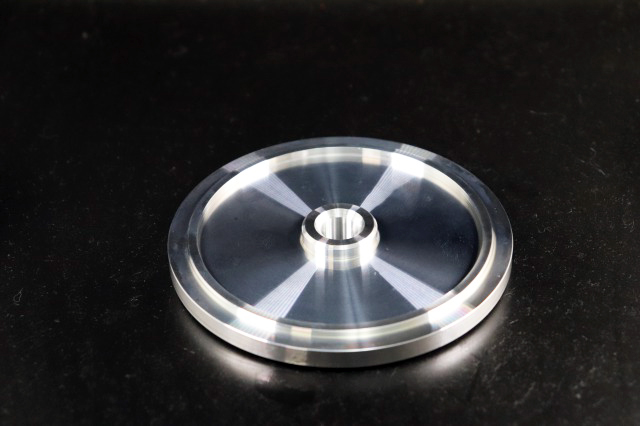
| 名称 | 日本大学の地震予知衛星のパネル |

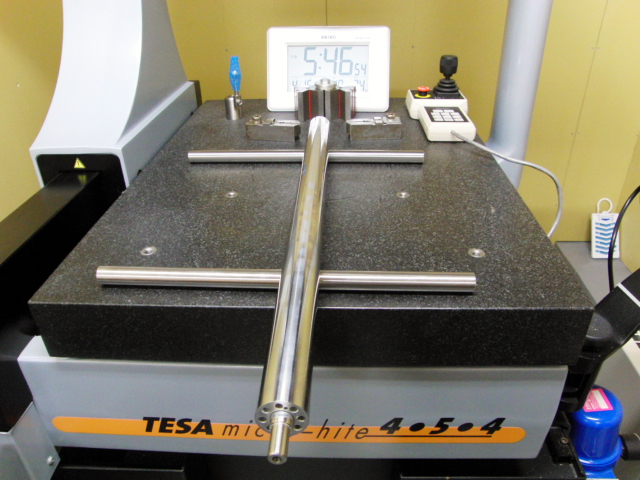
| 製品名 | ロール加工品 |
|---|---|
| サイズ | 外径φ70、全長1,400 |
| 特徴 | ダイナミックバランス片面3g |
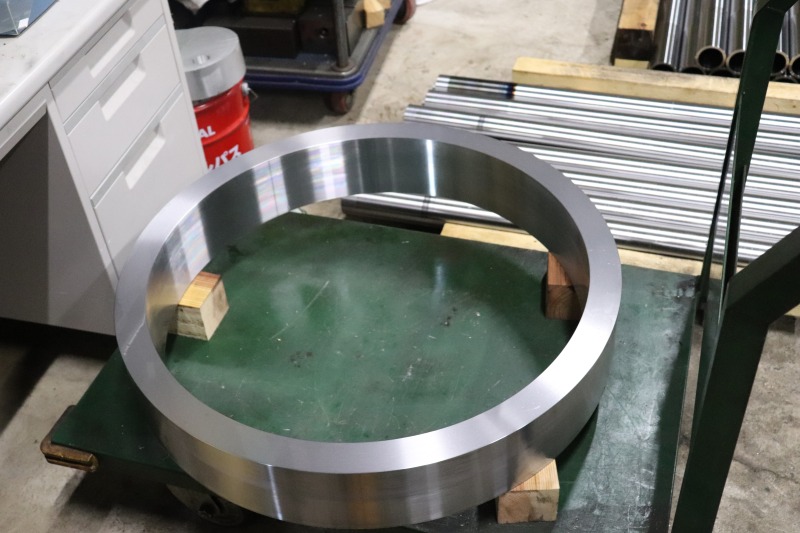
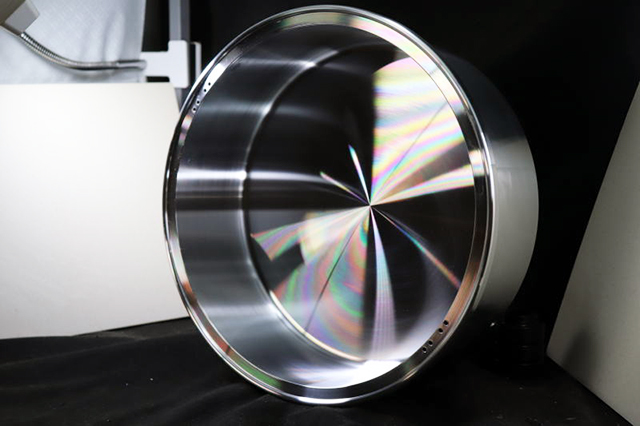
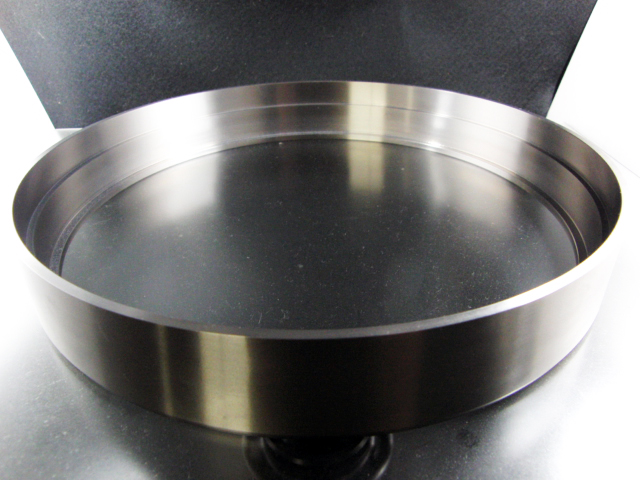
| 材質 | SS400 |
|---|---|
| サイズ | 外径φ790、内径φ706、幅110 |
| 精度 | 真円度0.03、両端面の外径に対しての直角度0.01 |
| 材質 | A5056 |
|---|---|
| サイズ | 外径φ350、肉厚5mm |
| 加工 | NC旋盤 |
| 特徴 | 大径薄肉のアルミ加工 |
| 材質 | A2017 |
|---|---|
| サイズ | φ110 厚み7 |
| 加工 | NC旋盤 |
| 特徴 | 傷の許されない人工呼吸器で使用する部品 |
| 名称 | 短ロール製品 |
|---|---|
| 材質 | SUS304ジャーナル A5056ヘッダー パイプ |
| サイズ | 全長650、外径φ35 |
| 材質 | チタン(TP340) |
|---|---|
| サイズ | 外径 φ280㎜、肉厚4㎜ |
| 精度 | 公差h8 |
| 加工 | NC旋盤 |

| 材質 | S45C |
|---|---|
| サイズ | 外径φ125 長さ490 |
| 特徴 | M100ピッチ6とM90ピッチ6のネジを両端に加工した大ボルト |

| 材質 | S45C |
|---|---|
| サイズ | 外径φ60±5μ、内径φ55H5、全長40 |
| 精度 | 真円度3μ 同軸度5μ |
| 加工 | NC旋盤 |

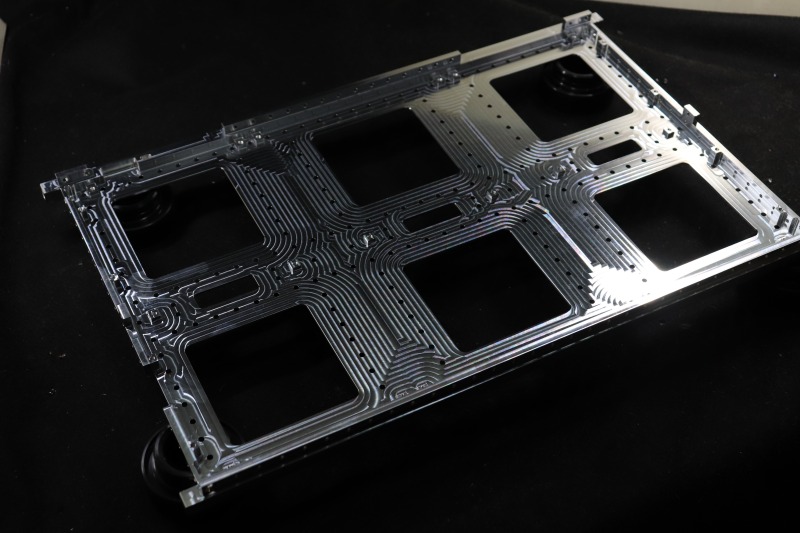
| 名称 | 東京工業大学 人工衛星部品 |
|---|---|
| 材質 | A6061 MIL-A-8625 Type3処理 |
| サイズ | 100×200 100×100 |
| 精度 | JIS B 0405 精級 |
| 加工 | マシニング加工 |

| 材質 | チタン(TB480) |
|---|---|
| サイズ | TW20 6山 台形ネジ 長さ456 |
| 精度 | JIS B 0405 精級 |
| 加工 | NC旋盤加工 |

| 材質 | ステンレス鋳鋼(SCS14) |
|---|---|
| サイズ | 130×120 内径φ38H7 φ35H7 |
| 精度 | |
| 加工 | NC旋盤加工 |

| 材質 | ハステロイC276 |
|---|---|
| サイズ | 最大φ100、長さ240 |
| 精度 | ±0.02 |
| 加工 | 旋盤、NC旋盤、マシニング |

| 材質 | ハステロイC276 インナーバルブ |
|---|---|
| サイズ | 外径φ40 内径φ15 M26P1.5 50㎜ |
| 精度 | ±0.01 |
| 加工 | NC旋盤、マシニング |

| 材質 | Ni200(純ニッケル)スリーブ |
|---|---|
| サイズ | 外径φ130 φ80±0.1 φ76.4±0.1 |
| 精度 | ±0.1 |
| 加工 | NC旋盤 |

| 材質 | ハステロイC276 シート |
|---|---|
| サイズ | 外径φ140、内径φ30 ±15μ、50㎜ |
| 精度 | ±0.015 |
| 加工 | NC旋盤、マシニング |

| 材質 | US312L(スーパーステンレス) |
|---|---|
| サイズ | 外径φ57 ±20μ 内径φ53 ±20μ |
| 精度 | ±0.02 |
| 加工 | 旋盤、NC旋盤、マシニング |

| 材質 | SUS303 ベアリング抑え |
|---|---|
| サイズ | φ92ローレット平目P1 内径M83 P1 |
| 精度 | ±0.01 |
| 加工 | NC旋盤 |

| 材質 | ハステロイC276 |
|---|---|
| サイズ | 外径φ40 内径φ20.4 |
| 精度 | |
| 加工 | NC旋盤 |

| 材質 | チタン(2種) ピストン |
|---|---|
| サイズ | 外径φ40 内径φ15 M26P1.5 50㎜ |
| 精度 | ±0.02 |
| 加工 | NC旋盤 |

| 材質 | 64チタン カバー |
|---|---|
| サイズ | 肉厚1.25㎜ 47㎜,52㎜ |
| 精度 | ±20μ |
| 加工 | NC旋盤 |

| 材質 | 64チタン |
|---|---|
| サイズ | 外径φ100 内径溝深さ10 |
| 精度 | |
| 加工 | NC旋盤 |

| 材質 | チタン 2種 |
|---|---|
| サイズ | |
| 精度 | |
| 加工 | NC旋盤、複合機 |

| 材質 | SUS312L(スーパーステンレス) |
|---|---|
| サイズ | 外径φ81、φ47.7 内径φ43 |
| 精度 | ±0.025 |
| 加工 | NC旋盤 |

| 材質 | インコネル718 |
|---|---|
| サイズ | φ25(両端はφ14.2×90) |
| 精度 | 精度:-0.15~-0.10 |
| 加工 |

| 材質 | Alloy 20CB3 |
|---|---|
| サイズ | 外径φ110、内径φ100、 高さ25.5 |
| 精度 | H7 |
| 加工 |
| 材質 | SUYB1(純鉄) |
|---|---|
| サイズ | φ140×34 |
| 精度 | -0.02~-0.01 |
| 加工 | NC旋盤 |
-
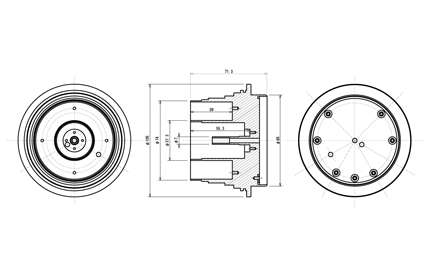
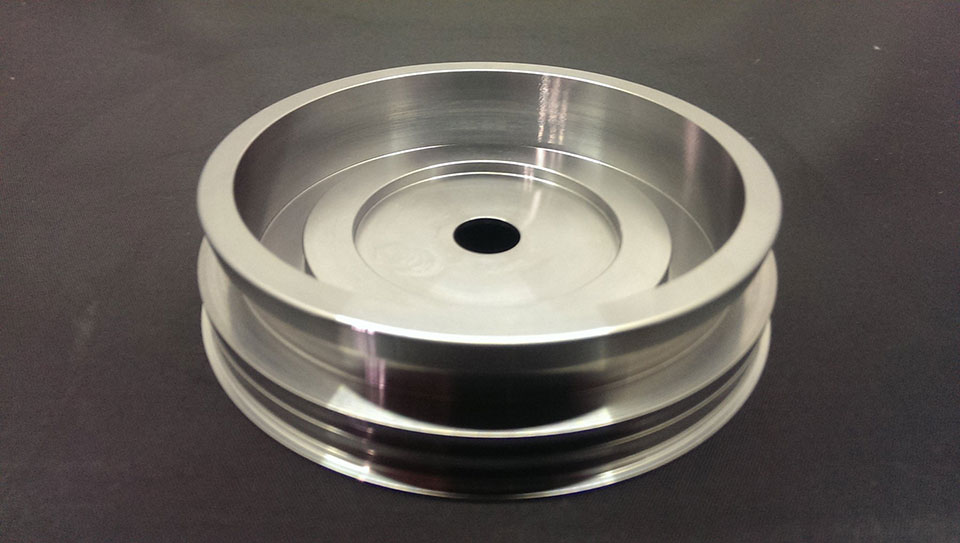
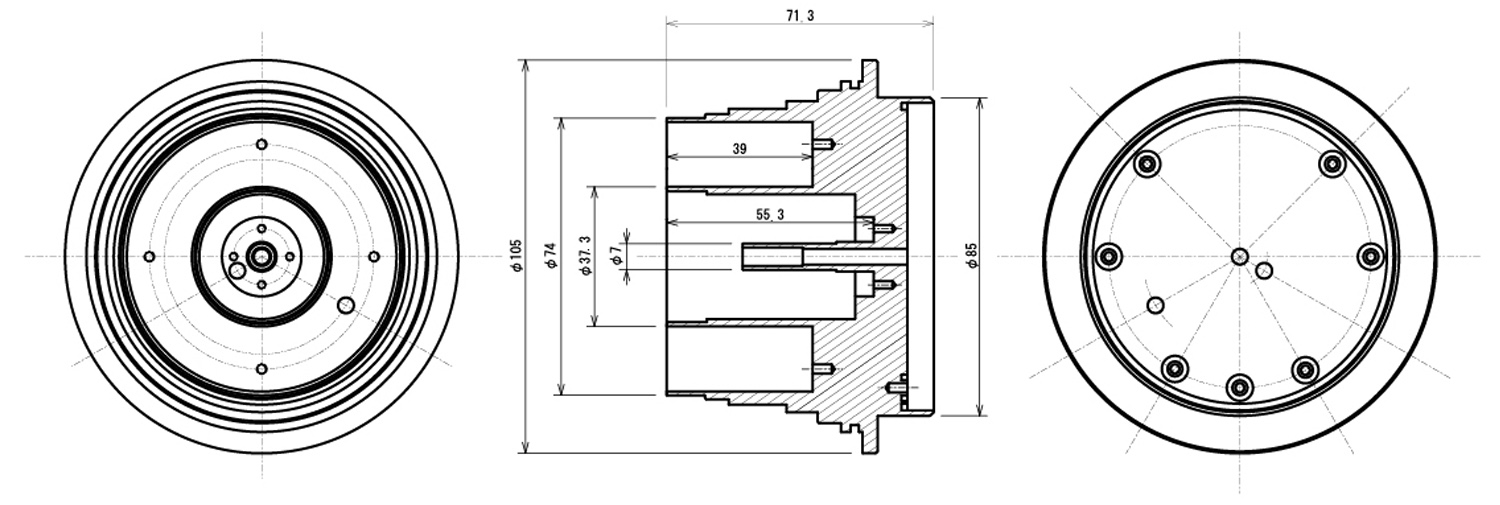
ジョイント(真鍮 C3604)
サイズ/SIZE φ106×71 材質 真鍮(C3604) 精度 ±0.02 加工 旋盤、全て削りだしで加工 ロット 1個からでも対応 ベアリングジョイントであるため、接触部の精度が出しが厳しい。 また、中心部が外径33、内径8、深さ55で交差が±0.05となるため 通常工具では切削が難しい。大鉄精工では特殊工具により加工して いるため、深溝加工での精度出しも問題無く加工できる。 一品からでも加工致しますので、お問い合わせください。

-
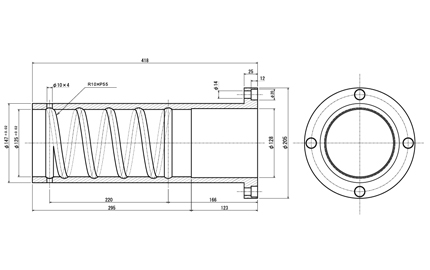
螺旋R溝付きブッシュ(リン青銅鋳物 PBC3)
サイズ/SIZE φ205×420 材質 リン青銅鋳物(PBC3) 精度 ±0.02 加工 旋盤、切削加工 ロット 1個からでも対応 内径φ125幅295で±0.02の交差、外径φ147幅393で±0.005の交差 内径にR10、ピッチ60、深さ220の油溝加工
-
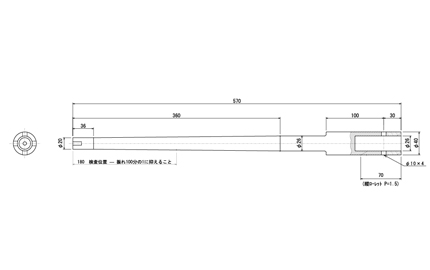
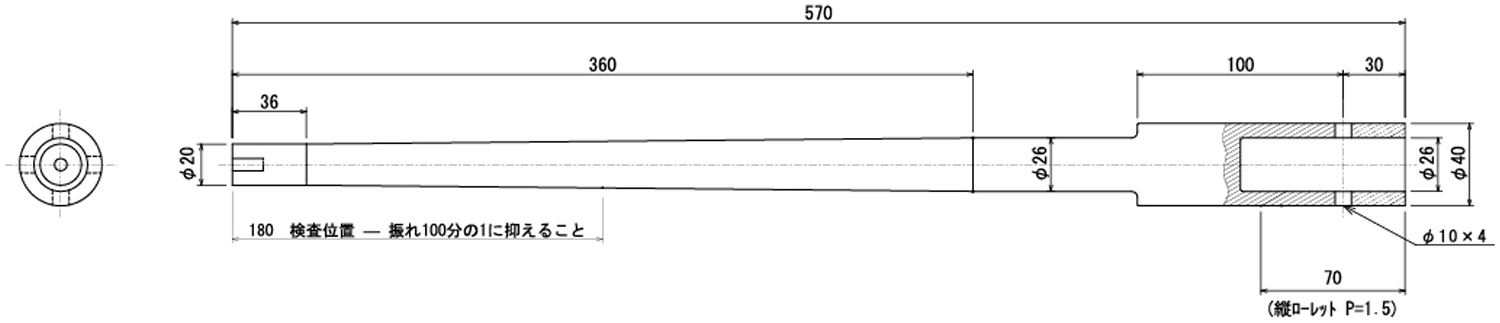
高速撹拌棒(ステンレス SUS316)
サイズ/SIZE φ40×570 材質 ステンレス(SUS316) 精度 ±0.02,、中央での芯振れ0.01以内 加工 旋盤、削り ロット 1個からでも対応 片持ちで10,000rpmで高速回転する撹拌棒。 高速で回転するため、芯振れが0.01以内の必要がある。 SUS316、全長570、先端φ20からφ26テーパー部長さ360と長いため 加工精度を出すのが非常に難しい。
-
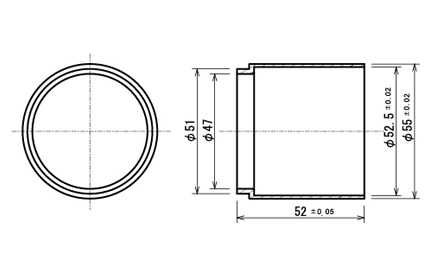
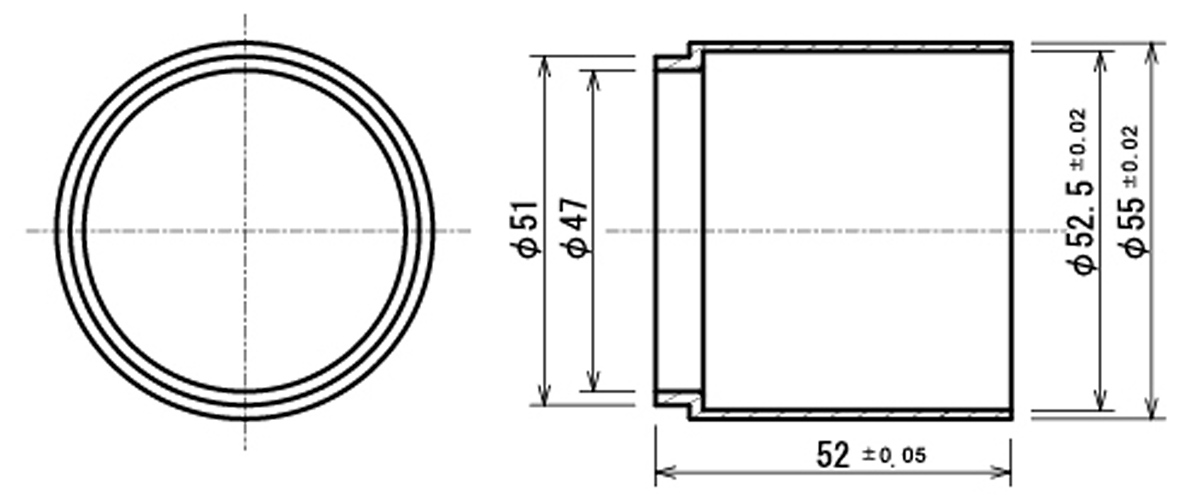
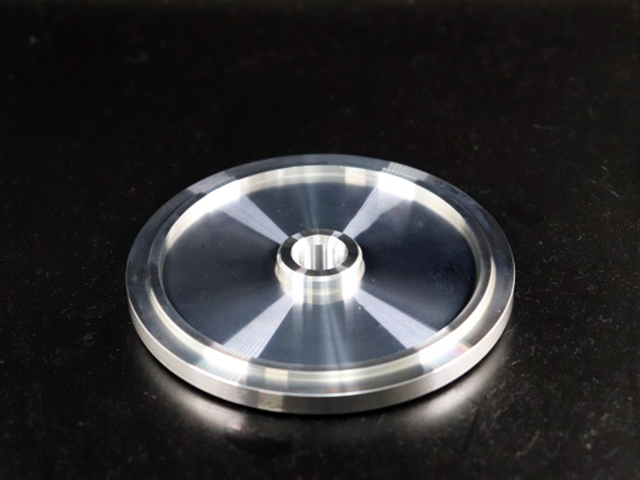
カバー(2種チタン TB340)
サイズ/SIZE φ55×52、厚さ1.25 材質 2種チタン(TB340) 精度 ±0.05 加工 旋盤、切削加工 ロット 1個からでも対応 難削材であるチタンの薄物加工。 外径φ55、内径φ52.5で交差は±0.05.薄物の切削加工は変形する可能性が 高いため、高度な技術を必要とする。

高精度、薄物、異形物などの特殊品の精密金属旋盤加工はお任せください
当社は、医療機器や潜水艦などの特殊船舶、航空宇宙関係の部品など、精密機械のなかでも特に精度が必要とされる部品の加工を得意としています。また、薄物、異形物といった、加工が難しい製品ついても、歪みなく、加工精度を保って加工することが可能です。
内外径の公差、振れ精度、真円度、同軸度、円筒度などの要求レベルが高い、モーターやエンジンの回転軸に被せるシャフトスリーブ、ペーパーロールやワイヤーロール、搬送ローラーなどに用いられるロール製品などの加工は得意とするところです。特に、専門工場では割高になってしまう、1m未満の短いロール製品においは、加工から処理まで当社で対応できます。コストや納期などと合わせてご相談いただければ柔軟に対応いたします。他にも、精密機器の開発における、高精度部品の単品、少量試作。部品組付け後に発生した内径、外径の精密旋盤加工。難削材を用いた特殊形状の部品製作など。特殊品の加工は大鉄精工にお任せください。
高精度品については、自社で三次元測定器や表面粗さ測定器を保有し、厳密な精度管理を行いながら加工を行っています。協力工場との連携により、高周波焼き入れ、研磨仕上げ、溶射、メッキ処理なども一貫して行えます。
まずはご相談ください。大鉄精工ならば、その加工を可能にします。


大鉄の仕事

多くの会社がめんどくさがってやらない仕事だからこそ、あえて弊社は手掛けます。常に困難な仕事ばかりを受けているため、ほとんどの依頼にフレキシブルに対応できるのが弊社の強みです。
品質管理

大鉄精工では品質の良いものを提供するために、温度管理した測定室内で三次元測定機や都度校正している測定機を用いて測定しています。
産学連携の取組み

大鉄精工では、東京工業大学や日本大学などのプロジェクトと連携し部品製造の協力を行っています。
ブログ記事一覧
![]()